PRODUCT

BK-3192E/20 5V20A LFP EV Lithium Battery Prismatic Cell Testing Equipment Manufacturer in China
Model:BK-3192E/20
Current & Voltage:5V20A
Battery:EV LFP LiFePo4 Prismatic Cell
BK-3192E/20 5V20A-192CH Energy Regenerate EV LFP Battery Cell Testing Formation Equipment
Model:BK-3192E/20

Ⅰ.Equipment compose:
Ⅰ.BK-3192E/20 DKJ Basic structure of equipment
BK-3192E/20 DKJ Energy-saving power lithium battery automatic detection and formation equipment consists of three parts: energy-saving detection power supply, battery fixture and computer.
The testing power supply adopts a modular structure and a complete machine control method. It can perform formation, sorting and parameter testing of rechargeable lithium-ion power batteries, and is especially suitable for batch formation and sorting of rechargeable lithium-ion power batteries.
Ⅱ. The structural characteristics of the equipment
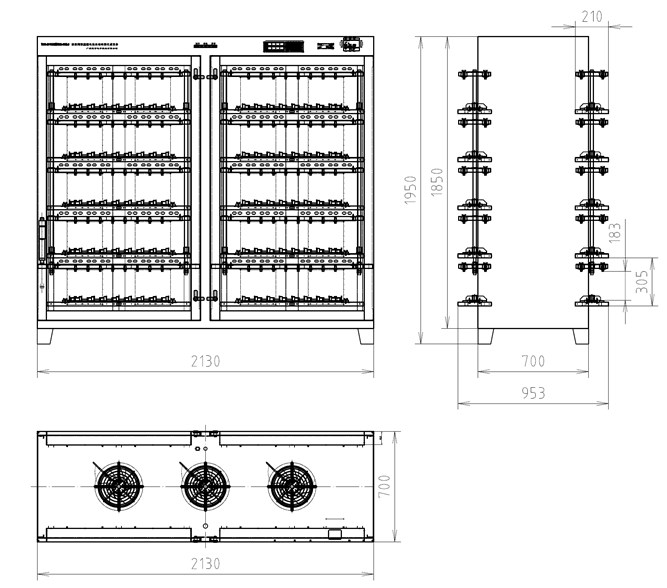
The equipment adopts an integrated structure, and the energy-saving detection power supply and the electric automatic clamping fixture cabinet adopt an independent design overall structure. On the basis of ensuring that the two parts of the test power supply and the fixture cabinet are completely independent, it is possible to effectively use the space and reduce the length of the external connection cable.
The appearance of the whole equipment is shown in the figure below:
Ⅲ.Main performance of the device:
1.The whole device is equipped with a total of 8 battery trays with four doors, and each battery tray can hold 8 power batteries not larger than the design specifications. The whole device can clamp 8 pieces/piece*20 pieces=160 pieces of power batteries that are not larger than the specification requirements at the same time.
2.The battery is placed vertically in the tray, and the battery fixture is defined as a four-copper thimble + a motor down-press type.
3.The device door has reserved four-position wiring terminals, which can add lead wires and alligator wallets, which can be compatible with soft packs or cylindrical batteries (to be ordered separately)
Ⅳ. The main performance indicators of the equipment (in terms of supporting hardware)
4.Adopt the method of independent control of each device. This equipment is a master-slave rechargeable battery integrated measurement and control system composed of a microcomputer and a single-chip microcomputer. It has a modular single-sided structure. The entire cabinet can automatically test 160 batteries that meet the battery voltage range, including the single lithium ion that meets the voltage range. The battery performs constant current, constant voltage charging and constant current discharge control and detection.
5.The entire screen control mode, in conjunction with the supplier's single-point sorting system, can perform formation, classification and parameter testing of rechargeable lithium-ion power batteries, especially suitable for mass formation production and sorting of rechargeable lithium-ion power batteries.
6.The equipment adopts AVR single-chip computer as the control center, cooperates with the peripheral sampling circuit, and is controlled by the upper computer to complete constant current and constant voltage charging, constant current discharge test and constant power discharge.
7.Each battery has its own independent constant current and constant voltage power supply, and its own circuit does not affect each other.
8.Adopt advanced anti-current impact technology to achieve no current impact during charging in all channels, no matter whether charging jumps to discharge or discharge jumps to charging, there is no current impact. At the same time, combined with the patented constant current-constant voltage power supply technology, it realizes a smooth transition from constant current to constant voltage switching without impact (no current spikes, no current breakpoints), etc.
9.The four-wire method is adopted for measurement, which eliminates wiring and contact errors to the greatest extent. Both current and voltage sampling are converted by precision instrument amplifier differential, which has higher test accuracy and better long-term stability.
10.Using the current automatic fine-tuning technology, when the sampling current deviates from the set value, the output current is automatically fine-tuned to ensure the current setting accuracy within the full range.
11.Use programmable memory to save current and voltage calibration coefficients, instead of potentiometer adjustment, to avoid fluctuations in voltage and current values caused by changes in potentiometer adjustment contacts, which helps ensure the accuracy of the equipment.
12.A special automatic calibrator is optional (the buyer needs to order separately). The calibration of the equipment is automatically realized by the computer-controlled automatic calibrator to collect the data of each channel. All data is automatically saved in the computer. The regular calibration of the equipment is very easy.
13.Adopting a distributed system design, each constant current box forms a single-chip microcomputer subsystem and the main CPU is connected through a communication line, modular design, and easy maintenance.
14.Each device is equipped with a three-color working status indicator on the two sides.
Ⅴ. The main performance indicators of the equipment (supporting software)
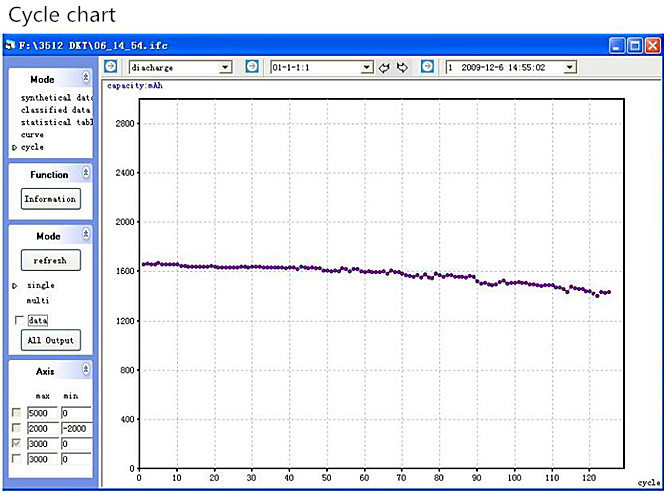
15.Using graphic operation interface, display the data of each battery voltage, current, time, capacity, etc., and display the corresponding working status and abnormal conditions in various colors.
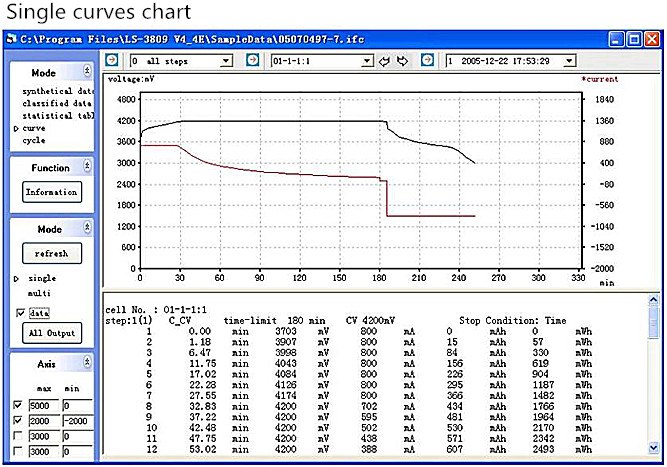
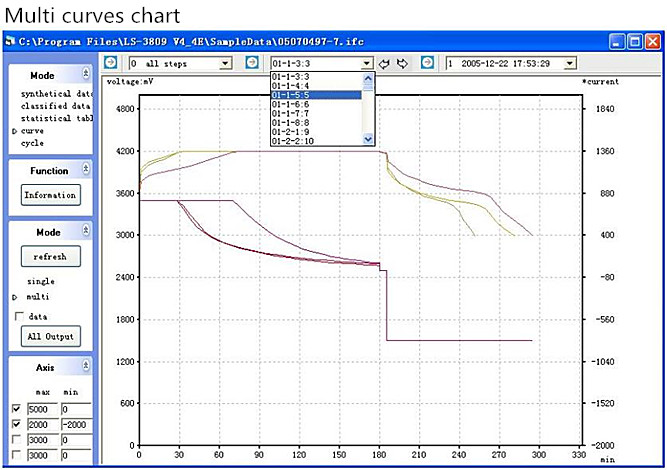
16.Data points can be recorded according to the changing conditions of voltage, current, and time to form a complete charging and discharging curve data. The minimum recording time of curve data points is about 5 seconds (limited by the "tracking communication time" of the host computer).
17.The sampling speed is fast, and the inspection will be performed in about 2 seconds when there is no over-voltage or under-voltage register.
18.It has a variety of protection functions, including sampling line disconnection protection, upper and lower limit voltage overvoltage protection, and leakage protection.
19.The software is powerful and easy to operate. It can realize the functions of centralized measurement and control of equipment, data processing and report making, and has various protection and alarm functions such as abnormal voltage, abnormal current, over capacity, and constant voltage charging voltage fluctuation.
20.The upper computer can set up to 32 steps and 256 cycles, and can display the cycle life curve. Each set of upper computer can be connected to 1 to 8 sets of single-chip systems.
21.With the security function of the detection process, each operator can only use the process set by himself through a password.
22.There is an over-capacity alarm function, and there are LED indicators between each layer to facilitate battery loading.
23.Save the test results and perform data processing:
24.Any segment battery capacity indication (up to 100 segments).
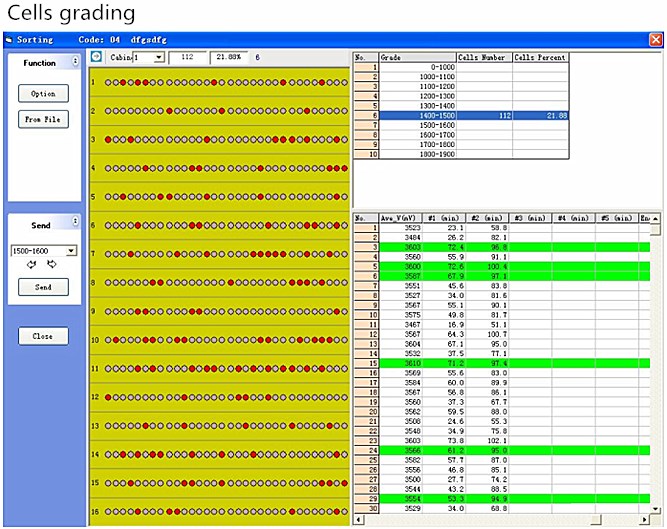
25.With the sorting system, battery sorting can be carried out according to a variety of conditions (capacity, time, open circuit voltage, discharge platform, etc.).
Provide capacity statistics function. Automatic calculation of constant current charging ratio, capacity loss, discharge efficiency, average voltage, median voltage and other data.
26.It has an external data input interface, such as bar code recognition equipment.
Ⅵ.Main techincal parameters:

Ⅶ. Energy-saving principle block diagram of equipment:

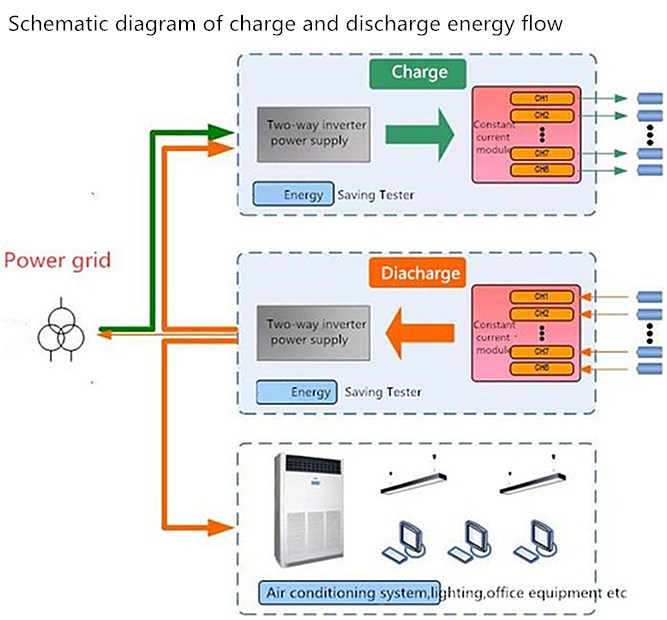
When charging:
●Charging adopts switching constant current source, which has higher energy conversion efficiency than traditional linear constant current source;
●Energy flow direction: (power grid + energy generated by discharge equipment) → AC/DC two-way inverter power supply → main board → battery
When discharging:
●Energy flow direction: (power grid + energy generated by discharge equipment) → AC/DC two-way inverter power supply → main board → battery
●When discharging, most of the energy will flow through the factory's AC bus to the charging equipment and other energy-consuming equipment (such as air conditioning, lighting, office equipment, etc.), and there is still excess energy that will be fed back to the grid.
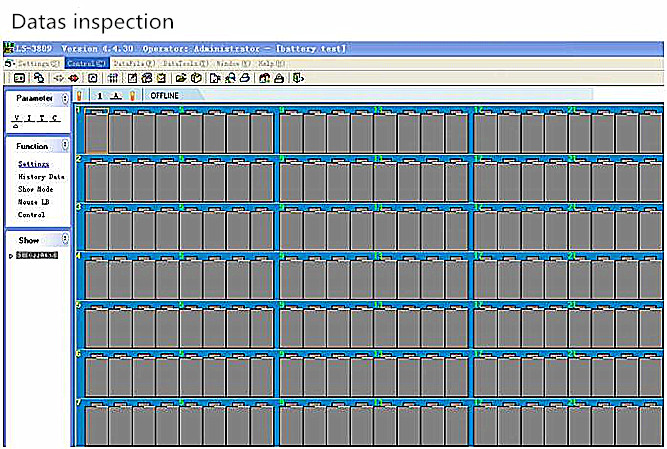
Ⅷ.Battery testing software curve screenshot: