PRODUCT

Lithium Battery Pouch Cell to Pack Automatic Assembly Production Line & Solution Manufacturer China
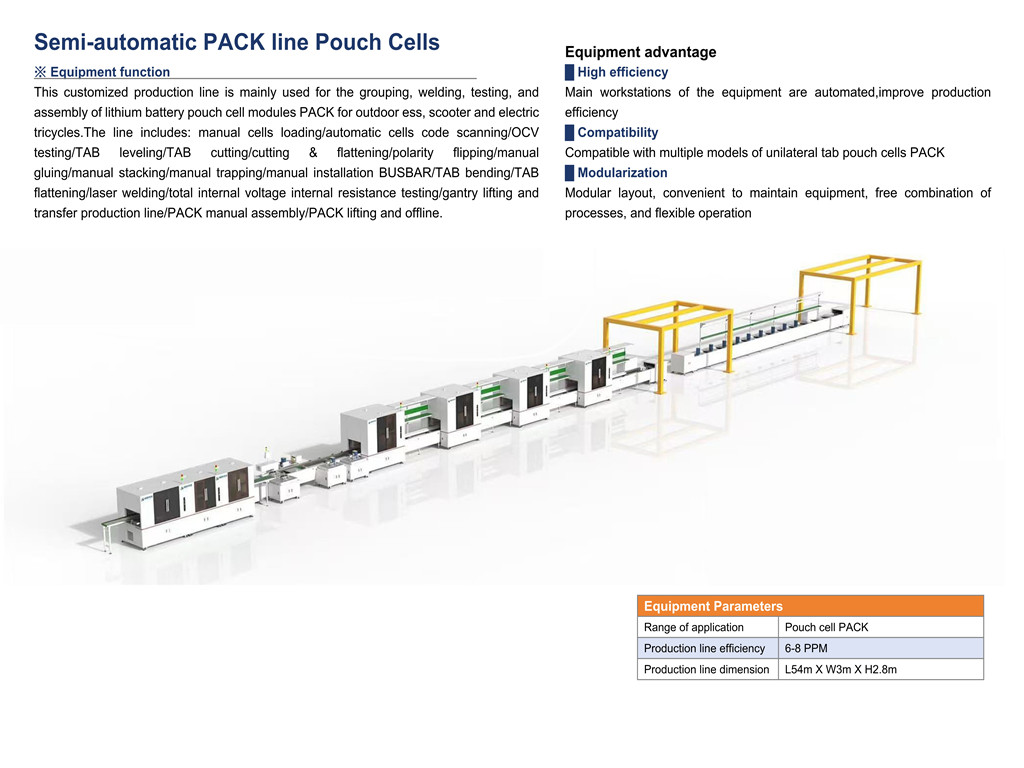
A production line for pouch battery packs is an automated or semi-automated production system specifically designed to mass-assemble pouch cells (flexible cells with aluminum-plastic film casings) into battery packs with specific voltage and capacity.Compared to cylindrical or prismatic hard-shell cells, pouch cells feature thinness, lightness, high energy density, and flexible shape design.
Production Line for Pouch Battery Packs
A production line for pouch battery packs is an automated or semi-automated production system specifically designed to mass-assemble pouch cells (flexible cells with aluminum-plastic film casings) into battery packs with specific voltage and capacity. Compared to cylindrical or prismatic hard-shell cells, pouch cells feature thinness, lightness, high energy density, and flexible shape design. Therefore, their production lines must be equipped with specialized processes and equipment tailored to the flexible structure and vulnerability of pouch cells (e.g., easily damaged aluminum-plastic films and fragile tabs), enabling efficient and safe assembly from cell preprocessing to finished battery packs.
Core Functions and Workflow
The assembly process of pouch battery packs must balance cell protection and performance consistency, with key steps as follows (adjustable based on product specifications):
Cell Loading and Preprocessing
Pouch cells are smoothly retrieved from material boxes via flexible loading equipment (e.g., robotic arms with vacuum suckers, belt conveyors) to avoid aluminum-plastic film damage caused by extrusion. Simultaneously, preprocessing is performed:
Appearance Inspection: Visual systems check for defects such as bulging, scratches, and poor aluminum-plastic film sealing (e.g., leakage, folded corners) on cell surfaces;
Parameter Screening: Testing cell voltage and internal resistance to eliminate abnormal cells;
Tab Shaping: Flattening and cutting the tabs (usually thin metal sheets) of pouch cells to ensure flat welding surfaces.
Cell Arrangement and Positioning
Qualified cells are arranged according to series/parallel requirements (e.g., stacked or laid flat in multiple layers) and fixed in position using jigs or flexible clamps (e.g., silicone positioning blocks). Due to the flat shape of pouch cells, spacing must be controlled during arrangement to prevent tab contact and short circuits, while (reserving heat dissipation space).
Tab Welding and Connection
Given the thin tabs of pouch cells (prone to overheating damage), ultrasonic welding or laser soft welding is commonly used to weld tabs of adjacent cells to connecting sheets (nickel sheets, copper-nickel composite sheets), forming electrical connections. Welding processes require precise control of pressure and energy to avoid tab (melting) or aluminum-plastic film deformation due to high temperatures.
Insulation and Buffering
After welding, the cell assembly undergoes insulation protection:
Laying insulating sheets (e.g., high-temperature-resistant films, mica sheets) between cells and between tabs and casings (if any);
Covering fragile tab welding areas with insulating glue or heat-shrinkable tubes to prevent short circuits;
For impact-resistant battery packs, automated equipment attaches buffer foam to adapt to the flexible nature of pouch cells.
Encapsulation and Fixation
Depending on product requirements, cell assemblies are fixed through:
Frame Fixing: Embedding cell assemblies into plastic or metal frames and securing them with screws or clips;
Film Wrapping/Casing: Wrapping with insulating films (e.g., PET films) or enclosing in custom casings (mostly for consumer electronics);
Potting and Sealing: For energy storage or vehicle battery packs, injecting thermal conductive adhesive or structural adhesive to enhance integrity and heat dissipation (avoiding adhesive infiltration into cells).
Final Inspection and Unloading
Finished battery packs undergo comprehensive testing:
Electrical performance: Total voltage, total internal resistance, charge-discharge cycle testing;
Safety: Insulation resistance testing (to prevent leakage), sealing performance testing (for potted or sealed battery packs);
Appearance: Checking for intact encapsulation and no cell displacement.
Qualified products are transported to storage areas via conveyors, while unqualified ones are automatically diverted for rework.
Core Components
Flexible Handling Equipment: Loading robotic arms with buffering functions, vacuum sucker conveyor lines, to reduce (extrusion damage) to pouch cells.
Precision Welding Systems: Ultrasonic welders (suitable for thin tabs), laser welders (equipped with cooling devices to prevent overheating of aluminum-plastic films), with real-time welding quality monitoring (e.g., pressure sensors, visual recognition).
Positioning and Fixture Systems: Flexible fixtures adapted to the shape of pouch cells, spacing-adjustable arrangement platforms, ensuring cell positioning accuracy (typically within ±0.1mm).
Insulation and Encapsulation Modules: Automatic film laminators, heat-shrinkable tube processing equipment, potting robots (with adhesive volume control), etc.
Testing Equipment: Visual inspection machines (appearance), internal resistance and voltage testers, insulation resistance meters, sealing performance testers (e.g., helium leak detectors).
Control Systems: Centered on PLCs, combined with MES systems to realize production data traceability, equipment linkage control, and fault early warning, ensuring stable production rhythm (usually with a single-line capacity of thousands of packs per hour).
Advantages
Adaptation to Pouch Characteristics: Reducing cell damage through flexible equipment and processes, addressing issues such as difficult tab welding and easy leakage of pouch cells;
High Flexibility: The production line can quickly adapt to pouch cells of different sizes (e.g., 0.5-10mm in thickness) by adjusting fixtures and parameters, meeting multi-variety and small-batch demands;
Reliable Performance: Automated welding and testing reduce human errors, improving voltage consistency and insulation safety of battery packs;
Cost Reduction and Efficiency Improvement: Compared to manual assembly, it reduces cell scrap rates (pouch cells are easily damaged in manual assembly) and increases daily output (up to tens of thousands of packs).
Application Scenarios
Widely used in consumer electronics (e.g., battery packs for smartphones, laptops, smartwatches), new energy vehicles (some models use pouch power batteries), energy storage devices (portable energy storage power supplies), medical equipment, etc. It is a core production carrier for large-scale applications of pouch cells.